24РЎКұПъКЫИИПЯ
138-0382-7591
151-3711-8131
»¶УӯАҙөҪ№®ТеКРәгРс»ъРөЦЖФмУРПЮ№«ЛҫЈЎ
24РЎКұПъКЫИИПЯ
138-0382-7591
151-3711-8131


YРОФю»ъҪПҙуФюЦЖЛЩ¶ИҝЙҙп 50Ў«60m/sЈ¬ҫНЖдТ»ёц»ъјЬАҙЛөЈ¬УРИэёц»ҘіЙ120ЎгІјЦГөДФІЕМЧҙФюХ·Ј¬УЙИфёЙМЁ»ъјЬҪфҙХөШЎўБ¬РшөШІјЦГФЪТ»ЖрЧйіЙБ¬Фю»ъЧйЎЈөҘ»ъјЬУлЛ«»ъјЬ·ЦұрОӘЙПҙ«¶ҜКҪУлПВҙ«¶ҜКҪЈ¬ІўПаБЪФю»ъ»ҘіЙ"Y"ЧЦРОЧҙҪ»МжЕЕБРЈ¬№КҝЙҪшРРОЮЕӨФюЦЖЎЈ
YРОФю»ъҪПҙуФюЦЖЛЩ¶ИҝЙҙп 50Ў«60m/sЈ¬ҫНЖдТ»ёц»ъјЬАҙЛөЈ¬УРИэёц»ҘіЙ120ЎгІјЦГөДФІЕМЧҙФюХ·Ј¬УЙИфёЙМЁ»ъјЬҪфҙХөШЎўБ¬РшөШІјЦГФЪТ»ЖрЧйіЙБ¬Фю»ъЧйЎЈөҘ»ъјЬУлЛ«»ъјЬ·ЦұрОӘЙПҙ«¶ҜКҪУлПВҙ«¶ҜКҪЈ¬ІўПаБЪФю»ъ»ҘіЙ"Y"ЧЦРОЧҙҪ»МжЕЕБРЈ¬№КҝЙҪшРРОЮЕӨФюЦЖЎЈ
YРОФю»ъөДҝЧРНПөНіТ»°гІЙУГИэҪЗ-»ЎұЯИэҪЗ-ФІЎЈ¶ФУЪДіР©әПҪрёЦЈ¬ТаҝЙІЙУГ»ЎұЯИэҪЗ-»ЎұЯИэҪЗ-ФІҝЧРНПөНіЎЈФЪҝЧРНДЪФюјюіРКЬИэГжјУ№ӨЈ¬ЖдУҰБҰЧҙМ¬¶ФФюЦЖөНЛЬРФёЦІДУРАыЎЈҪшИл YРОФю»ъөДЕчБПТ»°гОӘФІҪШГжЈ¬ТаҝЙОӘБщҪЗРОЎЈУЙ YРОФю»ъҝЧРННјҝЙҝҙіцФЪҝЧРНЦРЗ°әуөАҙОөДұдРОКЗұИҪПҫщФИөДЈ¬ТтҙЛЈ¬ёчјЬФю»ъјдөДХЕБҰҝЙҝШЦЖФЪ 2%өД·¶О§ТФДЪЎЈ
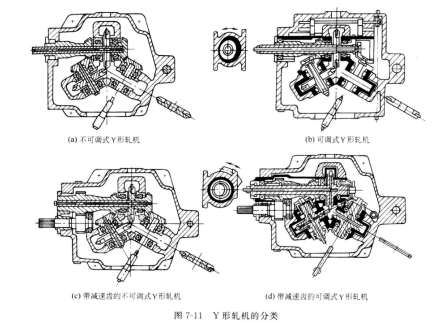
1.YРОФю»ъөД·ЦАа
НЁіЈЗйҝцПВЈ¬YРОФю»ъҝЙ·ЦОӘІ»ҝЙөчКҪөДИэ№х YРОФю»ъ ЎҫјыНј7-11ЈЁaЈ©Ўҝ әНҝЙөчКҪөДИэ№х YРОФю»ъ ЎёјыНј7-11ЈЁbЈ©Ўҝ БҪЦЦАаРНЎЈ¶ФУЪІ»ҝЙөчКҪөД YРОФю»ъУЦ·ЦОӘБҪЦЦҪб№№РНКҪЎГТ»ЦЦКЗФю»ъұҫЙнҙшУРТ»¶ФЦұіЭјхЛЩөДҪб№№РНКҪЎҫјыНј 7-11ЈЁcЈ©ЎҝЈ¬БнТ»ЦЦКЗФю»ъұҫЙнІ»ҙшјхЛЩөДҪб№№РНКҪЎҫјыНј 7-11ЈЁaЈ©ЎҝЎЈН¬СщөШЈ¬¶ФУЪҝЙөчКҪYРОФю»ъТІ·ЦОӘБҪЦЦҪб№№РНКҪЎГТ»ЦЦОӘФю»ъұҫЙнҙшУРТ»¶ФЦұіЭјхЛЩөДҪб№№РНКҪЎҫјыНј 7-11ЈЁdЈ©ЎҝЈ¬БнТ»ЦЦОӘФю»ъұҫЙнІ»ҙшјхЛЩөДҪб№№РНКҪЎҫјыНј 7-11ЈЁbЈ©ЎҝЎЈФю»ъКЗ·сРиТӘҙшјхЛЩЧ°ЦГКЗУлҙ«¶ҜіЭВЦПдЦРөДіЭВЦЧйЛЩұИ·ЦЕдУР№ШөДЎЈ
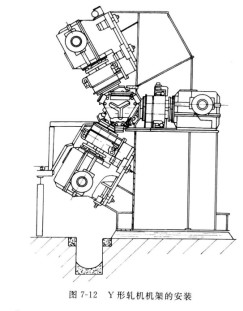
јЖіЙУРіЭВЦПдөДЈ¬іЭВЦПдО§ИЖФю»ъЧйҝйөДЦРРДПЯІјЦГіЙCРОЈ¬іЭВЦПдКЗУГ·ЁАјБ¬өҪәёҪУөД»щҙЎјЬЙПЈЁјыНј7-12Ј©ЎЈёГCРО»щҙЎјЬФЪІЩЧчІаКЗіЁҝӘөДЈ¬ХвСщұгУЪёь»»»ъјЬЎЈ»ъјЬФЪУл»щҙЎјЬПаҪУөД№мөАЙПөД»¬¶ҜЈ¬КЗҝҝТәС№ҝШЦЖөДөҜ»ЙіРЦШёЧАҙұЈіЦУлФю»ъҝЧРНЦРРДПЯ¶ФЦРөДЧ°ЕдЈ¬ГҝёцЧйјюУЙТ»ёцФю№хј°ЖдЦбіРЧйіЙЎЈФю№хЧйЧ°јюЧ°Ил№№іЙФю№х»ъјЬЕЖ·»өДБҪёцКъЦұ°еДЪЎЈ
2.YРОФю»ъөДҪб№№
YРОФю»ъөДҪб№№ИзНј7-12ЛщКҫЈ¬ГҝёцФю№х¶јКЗөҘ¶Аҙ«¶ҜөДЎЈФю»ъөДҙ«¶ҜЧ°ЦГЙи
ЙијЖөДИэ№хЧйҝйКҪФю»ъ»ъјЬЈ¬ГҝјЬУРИэёц»·РОФю№хЈ¬¶шГҝБҪёц¶МЦбјдУГФӨУҰБҰАӯёЛјРҪфЎЈІЙУГХвЦЦІјҫЦЈ¬ҝЙНЁ№эДҰІБҪ«БҰҫШҙУ¶МЦб·ЁАјЦұҪУҙ«ёшФю№хЎЈ
Фю№хЦбКЗҙУФю№хБҪІаУЙ№цЦщЦбіРЦ§іРЈ¬ЦбПтёәәЙУЙЧ¶ЦщЦбіРЦ§іРЈ¬І»»б·ўЙъәуіеЎЈДНДҘЦбіРКЗУЙТ»ёцУНЖшЧ°ЦГАҙИу»¬өДЈ¬ІўЗТІЙУГОЮҪУҙҘЗъҫ¶өДГЬ·вЈ¬·АЦ№Л®әНСх»ҜМъЖӨөДҪюИлЎЈФю№х»ъјЬөДМШөгКЗИэ№хРЗРОЧйЧ°јюөДС№ПВКЗЛщУРИэёц№хБӘәПҪшРРөДЈ¬ІўЗТКЗҫӯ№эС№ПВВЭЛҝОПВЦҙ«¶Ҝј°ҪВҪУЦбҙУТ»өгҪшРРС№ПВөчХыЈ¬ВЭЛҝГҝРэЧӘТ»ИҰЈ¬Фю№хөДС№ПВөчХыБҝОӘ0.1mmЎЈ
ГҝБҪёц»ъјЬ№№іЙТ»ёц»ъјЬөҘФӘЈ¬ИзНј 7-13 ЛщКҫЎЈФю№хіцҝЪІаөД 90ЎгЙИГжДЪУГЛ®АдИҙЈ¬ҙЛАдИҙЛ®КЗҙУіцҝЪөјОА°еөДБ¬ҪУҙҰ№©ёш»ъјЬөҘФӘЎЈФю№х»ъјЬҝЙФЪөјОА°еЙПҙУЖдІЩЧчО»ЦГТЖҪшәНТЖіцЈ¬ҙЛөјОА°еІјЦГФЪУР№Ш»ъјЬөДБҪІаЎЈЛщУРЛ®№ЬәНУН№Ь¶јКЗЧФ¶ҜБ¬ҪУәНЧФ¶ҜР¶ҝӘЎЈҙ«¶ҜПөНіИзНј7-14 ЛщКҫЈ¬КЗУЙІјЦГіЙCРОөДИэМхіЭВЦПдПЯЧйіЙөДЎЈГҝТ»ПЯУРОеёцЧЭПтЦбБ¬ҪУФЪТ»ЖрөД¶АБўіЭВЦПдЎЈХвИэёщЧЭПтЦбУЙіцҝЪІаөДТ»ёц·ЦЕдіЭВЦБ¬өҪЦчҙ«¶Ҝөз»ъЙП ЈЁЦұБчөз»ъ2 750kWЈ©ЎЈ
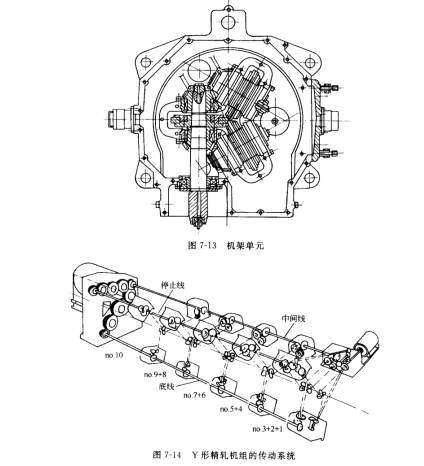
4әЕөҪ9 әЕ»ъјЬіЭВЦПдФЪГҝёц»ъјЬөҘФӘУРБҪёщЖҪРРөДХ·ЦбЈ¬ЛьГЗКЗНЁ№эЙЎіЭВЦәНТ»¶ФРұіЭВЦАҙҙ«¶ҜөДЎЈ1әЕөҪ3әЕ»ъјЬіЭВЦПдУРИэёщЦбЎЈ10әЕ»ъјЬУРТ»ёщЦбЎЈФЪ 1 әЕЎў2әЕәН3әЕ»ъјЬөДіЭВЦПдЦРЈ¬ёГҙ«¶ҜПөНі·ЦіЙ1 әЕ»ъјЬәН 2 әЕЎў3 әЕ»ъјЬБҪІҝ·ЦЎЈ 2 әЕЎў3 әЕ»ъјЬУлЧЭПтЦбБ¬ҪУЈ¬ІўУЙ Цчөз»ъҙ«¶ҜЈ¬Н¬Сщ 4 әЕәН 10 әЕ»ъјЬТІКЗИзҙЛЎЈ1 әЕ»ъјЬФтКЗУЙБнТ»МЁ220kW ЦұБчРЎөз»ъҫӯ№эёчЧФөДЙЎіЭВЦАҙҙ«¶ҜЎЈЛщУРөДЦб¶јЧ°УРҝ№ДҰІБЦбіРЎЈ
ёь»»»ъјЬКұЈ¬ЙПГжәНПВГжөДіЭВЦПөАыУГТәС№ВнҙпНЁ№эЧЭПтЦбј°ВЭЛЁЗ§Ҫп¶ҘНЛ»ШЎЈФЪФюЦЖО»ЦГКұЈ¬ЛщУРёчіЭВЦПдҪФУЙөҜ»ЙіРЦШјРҪфТәС№ёЧФЪЕЖ·»ЙПјРҪфЈ¬ЛЙҝӘТІКЗУЙТәС№ёЧҝШЦЖЈ¬И«ІҝіЭВЦПдҪФУлЦРРДПЎУНСӯ»·ПөНіБ¬ҪУЎЈ
УЙУЪФЪіЙ¶Ф»ъјЬЦ®јдөДПЯІД¶ПГжКЗИэҪЗРОөДЈ¬Гҝёц»ъјЬөҘФӘ¶јЧ°УРИлҝЪөҜ»ЙіРЦШөД№ц¶Ҝөј°еЈ¬ТтҙЛЈ¬ФЪ»ъјЬөҘФӘЦРК№УГөј°еіДМЧЧчОӘЦРјдөј°еЈЁТтОӘЦРјдҝЧРНКЗБщҪЗРОөДЈ©ЎЈЖдЛыРНКҪөДөј°еіДМЧТІҝЙЧчОӘіцҝЪөј°еК№УГЎЈ
Фю№хФЪФюЈ¬№хјдҪшРРёь»»ЎЈ ОЮРиЦР¶ПФю»ъөДФЛЧӘЎЈ
3.YРОФю»ъөДМШөгУЕөгЎГ
УЙУЪГҝПаБЪ»ъјЬФю№х·ҪО»»ҘПаҙнҝӘЈ¬ФЪФюЦЖЦРФюЈ¬јюҪЗІҝО»ЦГҫӯіЈұд»ҜЈ¬№КёчІҝОВ¶ИұИҪПҫщФИЈ¬ұдРОТІҫщФИЎЈТтФюјюБщПтС№ЛхЈ¬ЛщТФФюјюТІІ»»бЕьН·Ј¬І»РијфЗРЈ¬ККУЪөНЛЬРФҪрКфөДФюЦЖЎЈ
ўЪТтПаБЪ»ъјЬФюХ·ЦРРДПЯ»ҘПаҙнҝӘТ»ёцҪЗ¶ИЈ¬ЛщТФФюјюІ»ұШЕӨЧӘЈ¬ХвСщҝЙКөПЦОЮЕӨёЯЛЩФюЦЖЈ¬іЙЖ·ПЯЛЩ¶ИҝЙҙп 50Ў«60m/sЎЈІўЗТІъЖ·ұнГжЦКБҝәГЈ¬ҫ«¶ИёЯЈ¬№«ІоРЎЎЈ
ўЫУЙУЪІЙУГХыМеҙ«¶ҜЈ¬јт»ҜБЛҝШЦЖПөНіЈ¬ЛщТФТЧУЪКөПЦЧФ¶Ҝ»ҜЎЈ
ўЬҪб№№ҪфҙХЈ¬Ме»эРЎЈ¬ЦШБҝЗбЈ¬°бЗЁ·ҪұгЈ¬ХјөШГж»эәЬРЎЈ¬°ІЧ°іЎөШјтөҘЎЈ
ўЭУҰУГ№г·әЈ¬ҝЙЙъІъ 940mm ТФПВөДФІРОәНБщҪЗРОөД°фІДЈ¬ТІҝЙЙъІъ ҰХ5Ў«12mm өДПЯІДЎЈ
ўЮіЙЧйёь»»»ъјЬЈ¬јхЙЩБЛЙъІъПЯЙП»»Х·КұјдЈ¬МбёЯФю»ъЧчТөВКЎЈИұөгЎГ
ўЩФюХ·јУ№ӨТӘФЪМШКвДҘҙІЙПЧчХыМеҝЧРНДҘПчјУ№ӨЎЈ
ўЪРиТӘҙуБҝұёУГ»ъјЬЎЈТтОӘҙЛФю»ъ-Т»°гОЮС№ПВөчХы»ъ№№Ј¬Фю№хҝЧРНДҘЛрәуЈ¬ФЪФюЦЖПЯЙПОЮ·Ё»»Х·Ј¬ТӘХыМеөШёь»»ЧйәПМеЈ¬РиТӘҙуБҝұёУГ»ъјЬЎЈ
ўЫСх»ҜМъЖӨІ»ТЧИҘіэЎЈ






















 ФҘ№«Нш°Іұё 41910102000680әЕ
ФҘ№«Нш°Іұё 41910102000680әЕ