24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


冷拔的特点是多道次循环性生产。在钢管生产的循环过程中,拔制本身只占 30%~35%的时间,其余时间都花费在中间辅助工序上。在短芯棒拔制的一个循环中,原始管料截面积只能减缩 32%~38%,在长芯棒拔制的一个循环中,原始管料截面积只能减缩 36%~42%,用冷拔方法生产薄壁管需要3~5个循环。为了实现钢管的冷拔,需要配置大量的辅助设备和很大的厂房。在冷拔生产中有大量的金属以切头和氧化铁的形式消耗掉了。用冷拔方法生产高合金钢管比较困难。
冷拔方法的优点∶生产灵活,工具简单,冷拔机结构简单、容易操作和维护,生产率高。在辊式冷轧管机上冷轧钢管的特点,在每一循环中有可能把管料的截面积减小 75%~85%,这是因为在冷轧过程中金属的变形条件比冷拔时好得多。用冷轧方法生产薄壁管可大大减少主要工序和辅助工序,从而可以显著地降低金属、燃料、动力和辅助材料的消耗,可以缩短和改善生产流程。在合金钢管以及低塑性钢管的生产中,采用冷轧法就更有效了。
一、冷轧管机的组成和布置
目前用冷轧的方法可以轧制直径为 φ4~450mm、厚度为0.2~35mm管材。所用轧机主要为二辊式冷轧管机和多辊式冷轧管机。冷轧管机本身由各种设备和机构组成,一般包括以下几个部分。
(一)轧制设备
由工作机架、工作机架的底座、传动机构、前卡盘和中间卡盘组成,这一部分 设备用来直接轧制钢管。
(二)受料台
放置待轧的管料和在轧制时送进和回转管料,包括装料台、中心架、送进回转机构、 主传动、管料卡盘。
(三)后台
这一部分机构用来在装料时移动芯棒杆和在轧制时固定芯棒杆,包括芯棒杆卡盘的固定机构、芯棒杆返回机构、返回机构的传动机构和中间连接部分。
(四)出料台
用来收集轧制后的钢管,包括算条和料筐在内的受料槽、锯和拨料机。
(五)液压操纵装置
用来储油和向各液压缸供油,包括泵、分流阀、重力蓄力器和油管等。
(六)润滑和冷却系统
用来向冷轧管机各个机构、管料和所轧管子供应润滑油和冷却液,可以分为稀油站、干油站和冷却液站。冷轧管机设备的平面布置,如图 8-13所示。
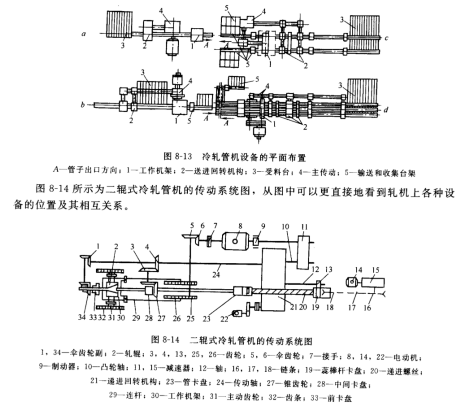
工作机架30由主电动机8通过接手7和伞齿轮副5和6传动。齿轮 5使齿轮 25及 26 传动,齿轮 26 通过连杆 29使工作机架作往复移动。在工作机架作往复移动的同时,装在轧辊辗颈端部的主动齿轮 31沿着固定在机座上的尺条 32 滚动,带动轧辗 2作同步往复转动。主电动机还通过减速机 11使送进回转机构 21的凸轮轴 10转动。在主电动机轴上装有制动器 9。送进回转机构传动前卡盘 33 和中间卡盘 28的传动轴 24,传动使管料卡盘 23 运动的送进螺丝 20 以及轴 12。轴 12 上装有齿轮 13,齿轮 13同芯棒杆卡盘上的齿轮啮合使它转动。
当送进回转机构上的齿轮传动套在送进丝杠上的青铜螺母时,送进丝杠和管料卡盘向轧制方向移动。送进丝杠和管料卡盘由另一个电动机 22传动作快速返回。
中间卡盘 28的轴由传动轴 24 通过齿轮 4、3和 27 传动,而前卡盘的轴则通过伞齿轮副1 和34 传动。芯棒杆卡盘19 由链条17和链轮 18 与16传动。主动链轮16由电动机14通过减速机 15 传动。不同形式的轧机其传动系统存在一些区别,特别是辅助装置。
多辗式冷轧,管机的传动系统与二辊式轧机的没有原则区别。多辊式冷轧管机的主电动机通常布置在车间地平面以下。主电动机通过皮带轮带动曲柄连杆机构的主动齿轮转动。借助曲柄连杆机构和杠杆系统工作机架和轧辊架产生往复移动。杠杆系统布置在工作机架的前面或后面。






















 豫公网安备 41910102000680号
豫公网安备 41910102000680号