24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


线材的用途很广,在国民经济各个部门中线材占有重要的地位。线材不仅用途广,而且用途也很大。据有关资料统计,各国线材产量占全部热轧材总量的5.3%~15.3%。一般把5.5~9mm的圆钢称为线材。在我国以6.5mm为主。目前国内外已扩大到5~38mm,有的国家以扩大到42mm。线材的断面处圆断面意外还有少量的扁,六角,螺纹及异形断面等。在工业应用上,要求线材盘重大,直径公差小,并具有良好和均匀的机械性能。尤其近几十年内型钢发展趋于长件化机向连铸―连轧方向发展,要求线材的性能及表面质量越来越高。所以对线材的要求决定了新型轧机及其他新技术的飞速发展。
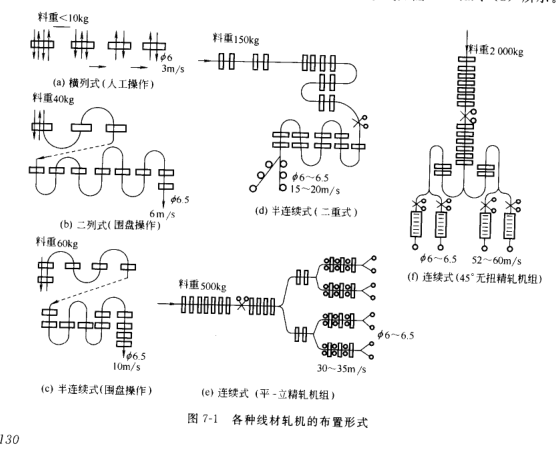
线材轧机的形式有三种:横列式,半连续式和全连续式。随着线材生产的发展,轧制方法逐步由横列式向连续式发展。
20世纪40年代的线材轧机打分为横列式线材轧机,需要人工喂钢,轧制速度低(低于10m/s)。由于速度低,轧件温降大,影响线材尺寸精度,因此,其盘重一般在80kg左右。轧机年产量仅在10万吨以下。横列式线材轧机的布置形式如图7-1(a),(b)所示。
线材轧机的形式有三种;横列式、半连续式和全连续式。随着线材生产的发展,轧制方法逐步由横列式向连续式发展。
20世纪40 年代的线材轧机大部分为横列式线材轧机,需要人工喂钢,轧制速度低 (低于10m/s)。由于速度低,轧件温降大,影响线材尺寸精度,因此,其盘重一般在 80kg左右。轧机年产量仅在 10 万吨以下。横列式线材轧机的布置形式如图7-1(a)、(b)所示。
20世纪 50年代发展了半连续式线材轧机。粗轧机组布置成连续式,精轧机组布置成横列式,中轧机组布置成连续式或横列式。在机械化程度较高的半连续线材车间中,可以不用人工喂钢,成品较高轧制速度可达16m/s,单重达到 200kg,年产量可达到 20 万~35万吨。半连续式线材轧机的布置形式如图7-1(c)、(d)所示。
20世纪50 年代中期出现了全连续式线材轧机,从粗轧到精轧全部组成连轧。60 年代初期,精轧机除水平连轧机外,还有平-立轧辗交替的精轧机组,形成了平-立-平的连续式线材轧机。由于轧机传动系统结构的限制,线材轧机的较高轧制速度都在 35m/s 以下,线材盘重为 300~500kg。四线轧制时的年产量为 50万吨左右。全连续式线材轧机的布置形式如图7-1(e)所示。
20世纪60年代中期,出现了框架式45°无扭精轧,机组、悬臂式45°无扭精轧机组和 Y 型轧机。它在精轧机组上实现了高速无扭轧制,提高了线材的质量及产量。较高轧制速度可达70m/s。线材盘重达1500~2 500kg,四线轧制时的年产量为 60~80t。连续式 45°无扭精轧机组如图7-1(f)所示。
Y型轧机是一种三辊式连轧机。每台 Y 型机座有三个互成 120°布置的盘形轧辊,构成三角孔型。当下传动时,三个互为120°的轧辊相似干字母"Y"。故称为 Y型三辗连轧机,简称为Y型轧机。
无扭高速线材轧机在这短短的四十多年里之所以能有这样的飞速发展,是由于它具有一系列显著的优点,这些优点总括起来有以下几点。
1.采用小辗径
悬臂无扭高速线材轧机用小辊径轧制时,轧件的宽展量亦小。
采用小辊径碳化钨轧,辊的较主要的好处是为了解决二辊扭转机组和普通平-立精轧,机,组不好解决的难题-――张力控制问题,小辊径的特点是宽展小, 延伸大。 由干宽度的减小,轧,件尺寸公差被动也随之减小,张力变化也随之减小,加上高刚度机架,短的辊身,耐磨的孔型,极轻微振动机座,合理的孔型导 卫设计,通过精确的安装调整即可得到较小张力。
由于采用小辊径,就可以允许采用昂贵的碳化钨硬质合金作为轧辊材料(如用辊环,则质量只有16kg左右,用无键连接方式套在辊轴上)。
碳化钨具有极好的耐磨性能,热机械性能和热冲击性能也相当好,因此,这种轧辗孔型寿命很长。碳化钨轧辊的每个孔型可轧,制 1 600t,每个轧,辗可重磨 20次,故每个轧辊的较大轧材量为6 400t(两个孔型),相当于普通轧辊槽寿命的几十倍。 由于孔型寿命长可使用单槽孔型,经过精确定位和配置后可免去轴向调整,简化调整和节约调整时间;径向虽可调整,但由于磨损很少也几乎不需要做;由于磨损很少,因此,精轧孔型辊缝很小提高了成品精度。
由于轧制力与轧辊直径的平方成正比,轧制力矩与轧辊直径本身成正比,所以,采用小辊径能降低轧制压力和轧制力矩。
2.轧制速度高
提高轧制速度一直是提高轧机产量的主要途径。显而易见,轧机理论的小时产量与轧制速度成正比例上升,轧速为80~90m/s 的现代化高速无扭线材轧机,每条轧线每年就能生产小规格的线材 25万吨,不过,从国外实际生产经验得知,由于轧制速度不断地提高,设备利用率就有所降低。因此, 当轧制速度更进一步的提高时,轧机年产量的提高比相应的轧制速度的提高要慢些,随着轧制速度的提高,小时产量和单根年产量成正比例增长,但多根年产量的增长在轧制速度超过 80m/s却不显著,由此可见,线材轧机成品速度的提高,不是无限度的,在一定的条件下,应有较佳速度,这是由轧机的综合经济效果和变形热引起的过高终轧温度所决定的,如日本神户第七线材厂速度达 102m/s,钢坯出炉温度为 900℃,以降低终轧温度,节约能耗,提高炉子寿命。
提高轧,制速度不仅能提高产量。而日还能提高质量。 老式横列式和复二重式线材轧机提高产量的主要措施之一就是多根轧制,线数较多可达 4~6 条,但是,多条轧制会使线材成品精度降低,并给轧机调整操作带来很多困难。
现代高速线材轧机是通过提高轧制速度解决产量和质量之间的矛盾的,即用单条代替多条以保证线材成品精度,而且提高成品速度来弥补由于减少条数所造成的产量降低。






















 豫公网安备 41910102000680号
豫公网安备 41910102000680号