24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


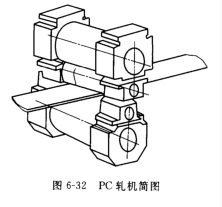
PC轧机是轧辊成对交叉轧机,其主要特点是轧辊“成对交叉”,如图6-32所示。所谓成对交叉,指的是轧辊线相互平行的上工作辊和支撑辊为“一对”,而下工作辊和下支撑辊为“另一对”,这两对轧辊的轴线交叉布置成一个角度。这种轧机是为了能够扎指出各种规定形状和尺寸的带钢,研制出的一种新型的板形凸度可控轧机。
由于PC轧机板形控制能力较好,获得的板带板凸度机厚度精度较高,所以的到了较快的发展。
一,PC轧机的工作原理
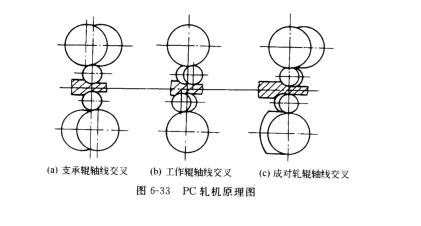
PC轧机基本上是一种四辊轧机,与一般四辊轧机主要不同之处是将平行布置的轧辊改变交叉布置。在轧制过程中,当离开中心的距离增大时,gun风也增大,一次来控制凸度,这与使工作辊凸度变化等效。就是说,PC轧机是利用调节轧辊轴线的交叉角度来控制凸度,是辊缝可调,而工作辊又不至于产生挠度。因此,凸度控制不会永祥工作辊的强度和刚度。轧辊轴线交叉布置可以有三种形式(见图6-33):支撑辊轴线交叉布置:工作辊轴线交叉布置和承兑轧辊轴线交叉布置等。只要改变交叉角,就能改变轧辊凸度。工作辊轴线交叉布置时,轧辊凸度变化范围较大,但是这种布置形式的轧机未能的到实际应用。因为这种形式布置的轧机,在公祖哦gun和支撑辊之间产生较大的相对滑动,使轧辊磨损和能量消耗大为增加。当支撑辊轴线交叉布置时,其效果同工作辊轴线交叉布置时一样,在工作辊和支撑辊之间同样产生相对滑动,使轧辊磨损和能量消耗大为增加。当轧辊轴线承兑交叉布置时,工作辊和支撑辊之间就不会产生相对滑动,这就消除了上述弊端,因此得到实际应用的PC轧机即时采用“承兑交叉”布置的轧机。
二、PC轧机的特点优点∶
①有较大的轧辗凸度控制能力,轧辗轴线交叉角可在 0°~1.5°范围内调整,较大的轧辊凸度可达1000μm,如配以强力弯辊装置也能获得良好的平直度板带;
②能有效地控制板带边部减薄;
③轧辗辊形简单,节省了轧辊备件量并便于轧辊管理。缺点∶
结构较为复杂,除了要有轧辊轴线交叉调整装置外,由于存在较大轴向力,需要设计较好的轴向力支承装置,而且维修工作量也较大。
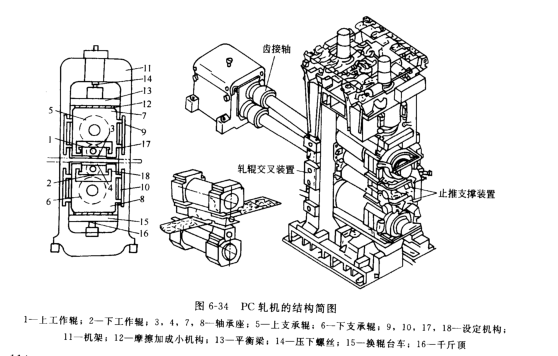
图6-34所示为轧辊成对交叉布置的 PC轧机结构简图,上、下工作辗(1、2)的轴承座(3、4)分别装在上 、下支承辊(5、6)的轴承座(7、8)中,上工作辗输编与上支承辊轴线大致保持平行。上、下支承辊轴承座的位置设定机构(9、10)固定在机架(11)的两侧。上、下支承辊轴承座还能借助于驱动机构沿轧制方向移动,或保持在所定的位置上。上支承辊轴承座通过摩擦力减小机构 (12) 由平衡梁(13)来支承,而平衡梁通过压下螺丝(14) 把轧制力传给机架。 下面一对轧辊承受的轧制力通过摩擦力减小机构传给换辊台车(15),较后通过液压千斤顶(16)传给机架。上、下工作辗轴承座的位置设定机构(17、18)也可借助于驱动机构使上、下工作辊轴承座沿轧制方向移动,或固定在所定位置上。
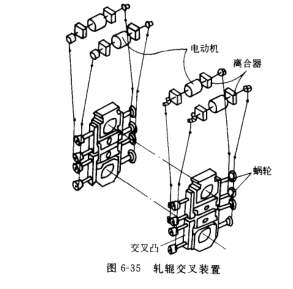
交叉辊轧机和普通四辊轧机的主要区别是前者需要配备一套交叉机构以及设置承受工作辊侧向力和减小 AGC滞后的止推支承机构。此外。为了防止传动轴摆角的增大和保证轧辊交叉滑动面。交叉辊轧机还需要一合适的测量装置。然而交叉辊轧机的设计是以普通四辊轧机为基础,增加了轧辊交叉装置和轴向力承受装置。其轧辊交叉装置如图 6-35所示。
上、下交叉辊的传动装置用电机驱动,调整工作辊和支承辊轴承座的交叉头是由电动机通过蜗轮减速机同时驱动的。当轧辊轴承座间隙过大时,交叉头之间的扩大和缩小的微调是通过四台电动机和八个离合器来完成的。
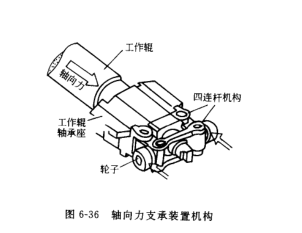
工作辊的止椎轴向力支承装置机构如图 6-36 所示。该装置装在 工作辊工作侧的轴头上。
与工作辊轴承座一起组成能承受大负荷的紧凑止推轴承。工作辊产生的对机架的推力用一套四连杆机构和轮子来传递,并使引起 AGC滞后的垂直滑动阻力得到减小。该四连杆机构通过两侧轮子相等地传递工作辊的推力,以避免止推轴承产生的偏心负荷,齿轮联轴节的齿面经氮化处理以适应齿轮联轴节偏角的增大。辊子交叉的滑动面是一块为操作侧和传动侧共用的平板,因此,支承辊产生的作用干压下螺丝的偏心力将由 工作侧和传动侧的平衡力所抵
消。 板形控制系统是以装在较后一架轧机出 口侧的辊形仪和板形仪的反馈信号为基准。






















 豫公网安备 41910102000680号
豫公网安备 41910102000680号