24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


压下装置的结构与轧辊的移动距离、压下速度和动作频率等有密切关系。板带轧机压下装置分为手动压下、电动压下和液压压下三大类。
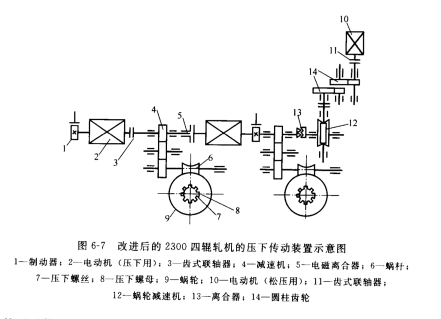
在 2300四辊热轧钢板轧机上有两组压下装置,如图 6-7、图6-8所示。轧机的压下速度为 2~12mm/s。两组压下装置可以同时压下调整,也可以在脱开电磁离合器5后进行单独压下调整。
轧机的压下装置采用双电机驱动的原因是; 电动机飞轮力矩小,相应的启动、制动时间短,故可缩短压下调整时间。
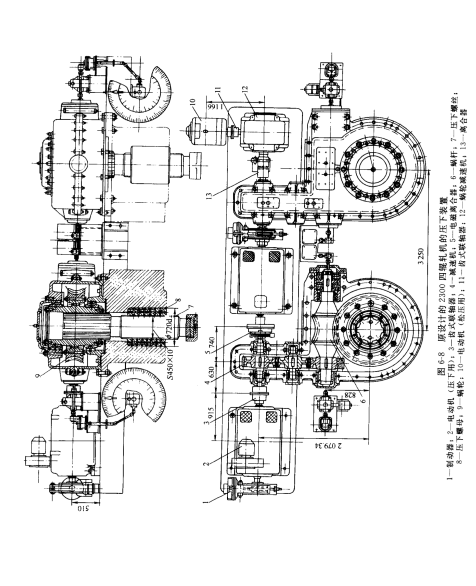
压下螺丝是通过二级圆柱齿轮、一级球面蜗杆蜗轮减速箱来传动的。两台直流电动机功率为72kW,转速为520r/min。压下螺丝上端为花键轴联接,这种联接方式接触面积大,相应的单位压力小、磨损量小、间隙小、易于保证调整精度。压下螺丝的下端枢轴做成凹球面形状的,这是为了便于轴承座的自动调位。
2300 四辊热轧钢板轧机,由于压下螺丝的螺距过小及润滑不良等原因,现场曾多次出现压下螺丝与螺母咬死事故。这时上辊不能移动,电机无法启动,轧机不能正常工作。原设计是用蜗轮减速箱中的润滑油润滑压下螺丝和螺母,为了改善润滑条件,后改为在压下螺母底部通压力油(2~3kg/cm2)进行润滑,避免了压下螺丝与螺母咬死事故。
(二)上轧辊平衡装置
轧机的平衡装置通常分为重锤平衡、弹簧平衡和液压平衡。在四辊板带轧机上,主要采用液压平衡,仅在小型四辊轧机上采用弹簧平衡。
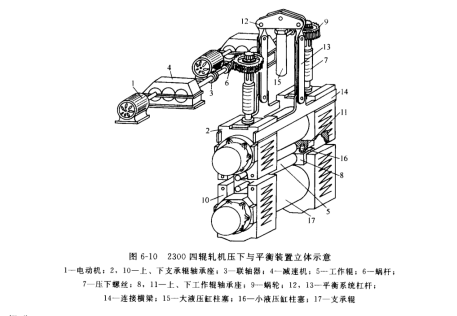
平衡装置的作用是∶ 当轧辊间没有轧件时,由于上轧辊及其轴承座的重力作用,在轴承座与压下螺丝之间、压下螺丝与螺母的螺纹之间均会产生间隙。这样,当轧件咬入轧辊时会产生冲击。为防止出现这种情况,在轧机上设置上轧辗平衡装置,使上轴承座紧贴压下螺丝端部并消除螺纹之间的间隙。大多数轧机的平衡装置还兼有抬升上辊的作用。
2300四辊热轧钢板轧机液压平衡装置如图 6-9、图 6-10 所示。上支承辊轴承座、压下螺丝及平衡装置本身杠杆的重量由位于机架平台连接横梁处的一个大液压缸 33通过杠杆系统来平衡。当正常运转时液压缸 33 主要承担消除压下螺丝与螺母间、压下螺丝与上支承辊轴承座间的有害间隙。当换工作辊时,该液压缸应能抬起上支承辊,故在换工作辊时该缸的油压必须增大。 而上工作辊、轴承及轴承座和 上支承辊的重量由位干下工作辊轴承座内四个小液压缸 32来平衡。其作用是首先将工作辊辗身紧贴在支承辗辗身上,继而将支承辗往上抬,使支承辊轴承与轴承座间原有上间隙转化为下间隙。
当轧辊需要下降时,开动压下装置电动机使压下螺丝及上支承辊下降,通过杠杆系统使大液压缸柱塞随着下降,此时电磁液动换向阀 23 的 PA 接通,手动换向阀 22 的 AO 接通,油液流向蓄能器抬起重锤。轧辊提升时,开动压下装置电机使压下螺丝提升,此时蓄能器的重锤下降,油液流向相反,使大液压缸柱塞提升,上支承辗轴承座也随之提升。同时液压缸 30、32的柱塞也提升,则上工作辊系及上支承辊本身和上辊接轴也随之提升。






















 豫公网安备 41910102000680号
豫公网安备 41910102000680号